| 材质 | 27simn |
|---|---|
| 型号 | 180*10 |
| 产地 | 山东 |
| 可定制 | 是 |
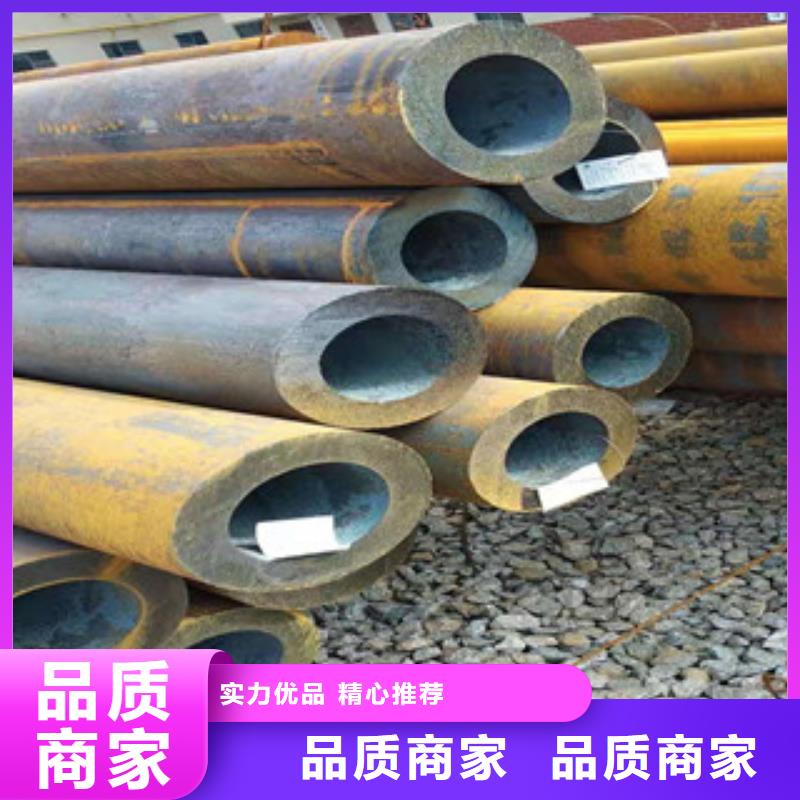
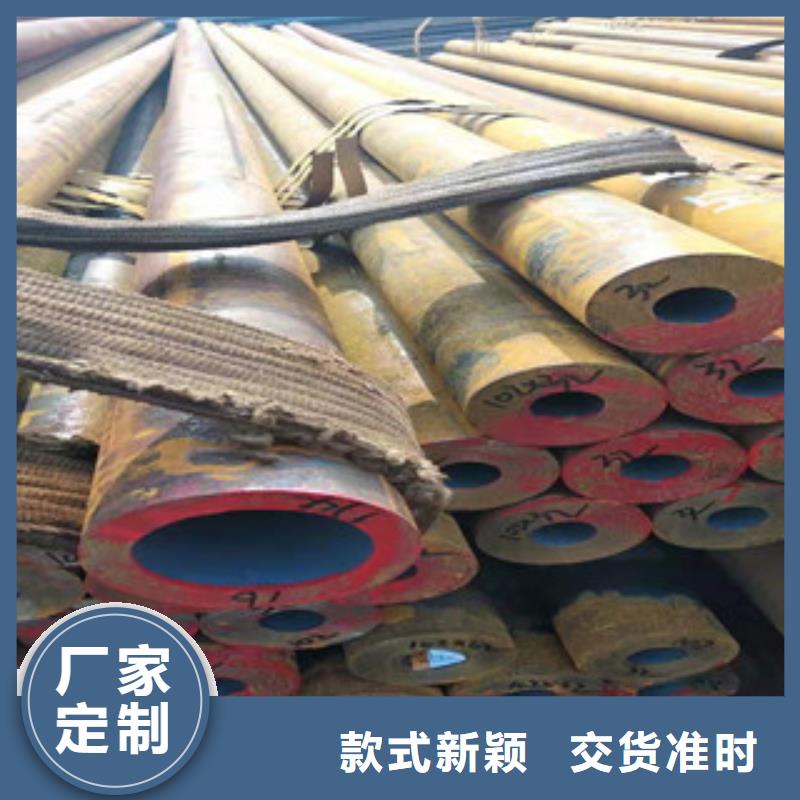
| 类型 | 无缝钢管 |
| 规格 | 219*25 |


1.热轧27SiMn无缝钢管:圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷que→矫直→水压试验(或探伤)→标记→入库
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷que塔中,通过喷水无缝管经冷que后,就要被矫直。
2.冷拔27SiMn无缝钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



贵州六盘水16mn钢管,选好的好选择,质量保证,价格优惠,厂家直销,诚信至上,新策钢管有限公司期待您的光临,欢迎来电详谈,量大从优。



山东顺泽公司销售网络遍及二十多个省市。并以过硬的质量远销中东、东南亚、非洲、南北美洲等地。
以优异的服务 , 优质的产品赢得了广大客户的赖。我公司将凭借良好的誉 , 雄厚的实力 ,
优质的产品 , 低廉的价格,服务于广大用户,愿与广大新老用户携手共进,共创伟业。
我们的宗旨:“以质量求生存,以誉求发展”。
我们的经营理念:“以诚为本,客户至上 ”。
1.牌号:27SiMn


(1) 27simn无缝管高温淬火+高温回火。用1150℃加热淬火后经660~680℃×2~3次回火,能显著提高27simn无缝管的强刃性和热疲劳抗力等性能。作者曾对自行车左右曲柄热锻模采用上述工艺经高温1150℃加热淬火后,用井式气体渗炭炉660~680℃加入少量甲醇和煤油进行保温。两次回火处理后27simn无缝管使用寿命成倍提高。
(2) 高温淬火+低温回火(620~640℃)。对于压陷形式失效的热作模具,可以提高27simn无缝管硬度,提高热强度和耐磨性,用1150℃淬火后用620~640℃回火的强刃化处理工艺。作者曾在摩托车零件的精锻模采用次工艺,使用效果较好。模具的耐磨性曾加。
(3) 低温淬火。用于承受强烈冲击负荷,27simn无缝管因刃性不足而导致早期脆断的,可适当降低淬火加热温度,提高处理后钢的冲击刃性和塑性。
(4) 等温淬火。得到的马氏体+下贝氏体为主的复合淬火组织,27simn无缝管经此处理后,具有良好的强韧性和多冲负荷下较低的裂纹敏感性,27simn无缝管裂纹的扩展速率低等优点。作者曾对柴油机进排气门阀杆热锻模处理中采用过此工艺,1130℃加热油冷1-1.5分转入350~380℃硝盐炉等温1.5小时,取出空冷,再经600℃两次回火,处理后硬度Rc45-48.


按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
1.1、热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并清掉表面缺xian,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产热轧无缝钢管是较先进的方法。
1.2、若欲获得尺寸更小和质量更好的无缝管,须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。
1.3、挤压法即将加热好的管坯放在密闭的挤压圆筒内,穿孔棒与挤压杆一起运动,使挤压件从较小的模孔中挤出。此法可生产直径较小的钢管。27simn无缝管的壁厚越厚,它就越具有经济性和实用性,壁厚越薄,它的加工成本就会大幅度的上升;其次、该产品的工艺决定它的局限性能,一般无缝钢管精度低:壁厚不均匀、管内外表光亮度低、定尺成本高,且内外表还有麻点、黑点不易去除;其三、它的检测及须离线处理。因此它在高压、机械结钢管。
山东顺泽金属制品有限公司为您提供27simn合金管丰富的供应解决方案;27simn合金管的材料规格库存;完善的质量保障体系;欢迎新老客户来厂选购!